What is honeycomb ceramic packing?
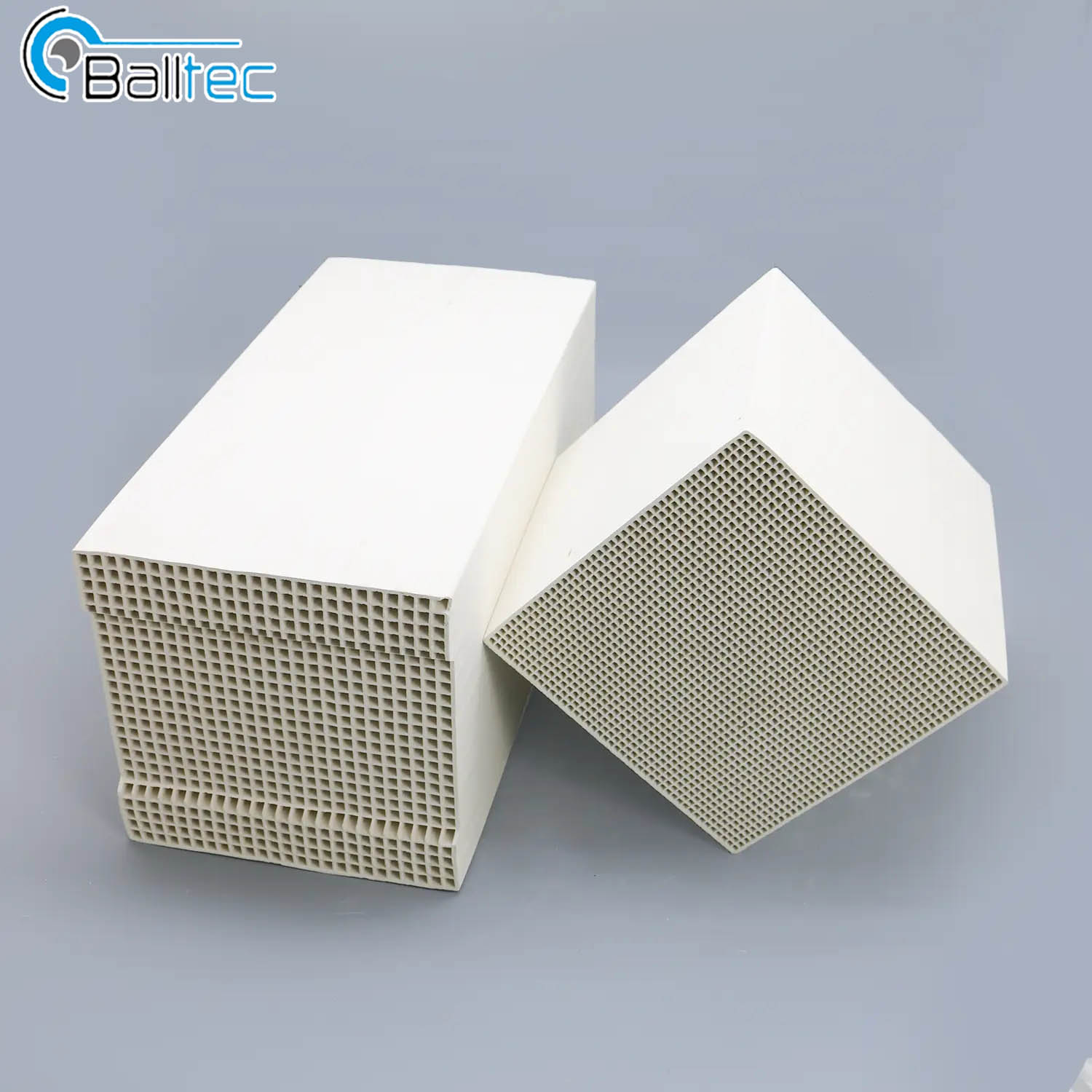
Honeycomb ceramic filler is a porous industrial ceramic with numerous parallel, through-going honeycomb channels inside. These honeycomb units are divided by grid-like thin partitions.
Compared with ordinary bulk ceramics, honeycomb ceramic filler features large specific surface area, low pressure drop, small flow resistance, high temperature resistance, good chemical stability, low thermal expansion, excellent thermal insulation, light weight and high mechanical strength. Therefore, it is especially suitable for use as a catalyst carrier in various applications.
In addition, since fluids can pass through the through-holes on the partitions of honeycomb ceramics that run through the upper and lower surfaces, the partitions can be used for heat exchange and chemical reactions.
At present, honeycomb ceramics are widely used as regenerators in kilns, automotive exhaust purifiers, ozone-suppressing catalyst carriers, heat exchangers and molten metal filters in metallurgical industry, reaction carriers and catalysts in chemical industry, purification of toxic gases and liquids in mining industry, spraying processes in light industry, as well as sound-absorbing materials and kiln thermal insulation materials in building materials industry.
Honeycomb ceramics can be made from various materials. The main materials include cordierite, mullite, aluminum titanate, silicon carbide, zirconia, silicon nitride, as well as composite substrates such as cordieritemullite and cordieritealuminum titanate.
Since Corning Incorporated of the U.S. produced the first honeycomb ceramic carrier by extrusion method in 1973, the annual global sales volume of honeycomb ceramics has exceeded 100 million pieces, and honeycomb ceramics have become one of the most important ceramic products in the world.
Honeycomb ceramics are manufactured in various shapes with countless uniform pores. At present, the maximum cell density has reached 120–140 cells per square centimeter, the bulk density is 0.3–0.6 g/cm³, and the water absorption can reach over 20%.
Due to its porous and thinwalled structure, the geometric surface area of the carrier is greatly increased and its thermal shock resistance is improved. The mesh pores of commercial products are mainly triangular and square. Triangular pores have much better loadbearing capacity and more pores than square ones, which is particularly important for catalytic carriers.
With the increase of cell density per unit area and the decrease of carrier wall thickness, the thermal shock resistance of ceramic carriers tends to improve, and the thermal shock failure temperature also rises. Therefore, honeycomb ceramics must have a lower thermal expansion coefficient and higher cell density per unit area.
Thermal expansion coefficient is a key performance indicator. The current international advanced level is α₂₅₈₀₀℃ ≤ 1.0×10⁻⁶ ℃⁻¹. There is still a certain gap compared with the domestic level, but the gap is narrowing.
The earliest raw materials for producing honeycomb ceramics were mainly kaolin, talc, aluminum powder and clay. Nowadays, great breakthroughs have been made, especially with the application of diatomite, zeolite, expanded clay and refractory materials. As a result, honeycomb ceramics are becoming more widely used and their performance is continuously improved.